API standards vs IPC’s design safety margins and how added thickness boosts pressure containment and durability.
A valve’s job sounds simple: hold pressure, control flow, don’t leak. In reality, valves live through years of pressure cycles, temperature swings, piping loads, vibration, and occasional “events” like water hammer. That’s why wall thickness the metal that forms the valve’s pressure boundary matters a lot more than just passing a drawing check.
Below are three practical reasons thickness is a big deal, what API 600 sets as the baseline, and how IPC designs beyond the minimum so your valves stay tight and last longer.
Reason 1: Real-world loads are harsher than test benches
Minimum thickness can be enough for steady pressure on day one. But real plants aren’t steady:
- Thermal cycles (heat-up/cool-down) expand and contract metal, adding fatigue.
- Piping forces & misalignment push on the body and bonnet, bending the shell.
- Water hammer and pressure spikes create short, high stresses.
Extra wall thickness spreads these stresses over more material, reduces peak stress and keeps deformation under control. The result is better pressure containment and less risk of distortion that can lead to seat misalignment or leakage.
Reason 2: Corrosion, erosion & machining eat into margins
Every millimetre of metal is a reserve for service life. Over time you lose some of it to:
- Corrosion (chemistry, moisture, contaminants)
- Erosion (media particles at velocity)
- Future machining/repairs (seat rework, end prep clean-ups)
Designing with additional thickness gives a built-in corrosion/erosion allowance, so the valve remains comfortably above the safe wall even after years of duty and occasional refurbishing.
Reason 3: Tolerances and variability are real
Foundry variability, local hot spots during welding, and normal machining tolerances can create thin spots if you design right at the limit. A slightly thicker envelope provides geometric robustness it tolerates variability and still meets or beats the minimum everywhere, not just on average.
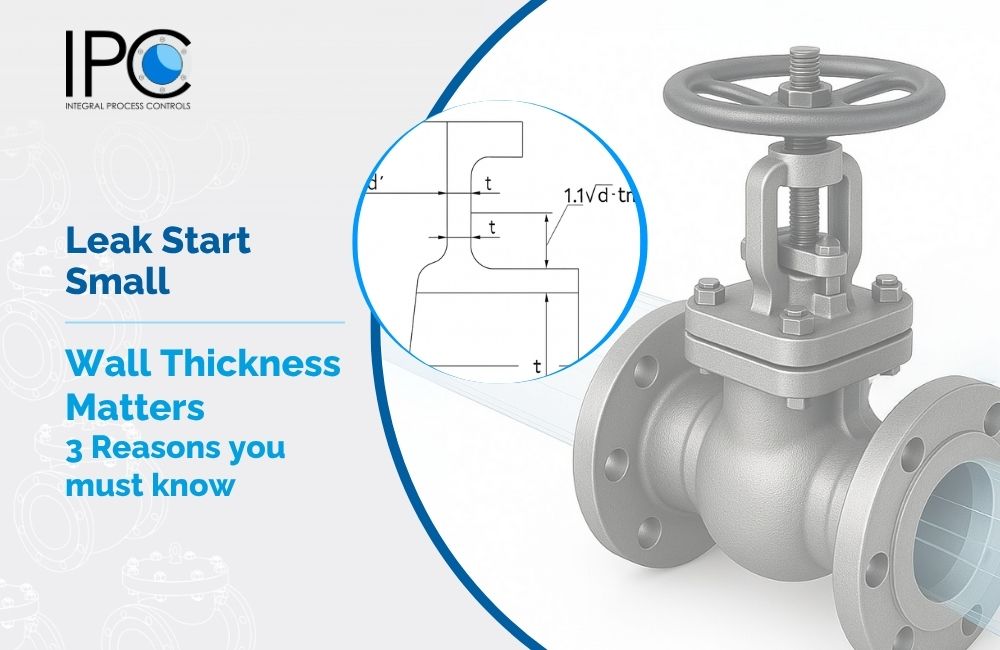
What API 600 says (and what it doesn’t)
API 600 is the go-to standard for steel gate valves. It defines minimum wall thickness for bodies and bonnets by size and pressure class, along with materials, design features, and inspection/testing. This minimum is a floor a safety baseline to ensure a valve can meet its rated pressure and pass hydrostatic tests.
What API 600 doesn’t guarantee is how your valve will behave after years of thermal cycling, corrosion, and piping loads. That’s where design safety margins above the minimum make the difference between “compliant on paper” and “reliable in service.”
How IPC goes beyond “just enough”
1) Added design margin on pressure boundary
IPC deliberately designs body/bonnet wall sections above API 600 minima, tuned to size and class. That extra metal lowers stress concentration, helps resist external loads, and keeps sealing components aligned.
2) Allowance for life-of-plant realities
We factor in corrosion/erosion allowance and potential seat rework so remaining thickness stays healthy across the valve’s life supporting sustained pressure containment and tight shut-off.
3) Geometry that resists distortion
Thicker critical sections around seat pockets, body-bonnet junctions, and end connections improve stiffness. This helps maintain seat parallelism and gasket compression, cutting the risk of leakage during thermal swings and piping movement.
4) Verified by measurement & test
Thickness is checked with UT mapping, then the assembly undergoes hydrostatic tests and dimensional checks. The aim is simple: no thin surprises and reliable sealing under rated conditions.
5) Traceable quality, repeatable results
From casting to final machining, IPC records thickness readings, material heats, and inspection results. That discipline keeps every batch consistent not just one showcase valve.